CNC turning cycle program.Siemens/Fanuc cnc turning cycle programming examples.
How to make turning cycle program…?
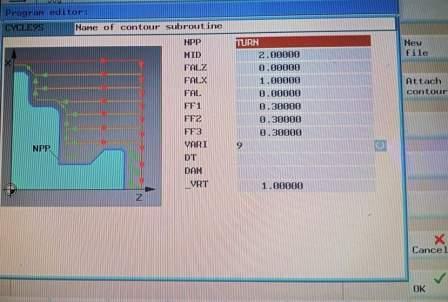
CYCLE95(Siemens-802d)
| Codes | Details |
| NPP | Name of Contour(Ex:-TURN). |
| MID | In feed depth(It is the depth of cut. Ex;- If it is 0.2,then 4mm diameter will remove per each revolution ) |
| FALZ | Finishing allowance along Z axis.(Ex:- If its value is 0.3 then 0.3mm will be left for finishing) |
| FALX | Finishing allowance along X axis.(Ex:- If its value is 0.3 then 0.3mm will be left for finishing) |
| FAL | Finishing allowance suitable for contour.(For any profile) |
| FF1 | Feed rate for roughing without relief cut.For roughing tool movement in Z axis per revolution.Without relief cut indicates that tool will return without touching. |
| FF2 | Feed rate for plunging into relief cut.Plunging indicates when the tool taking depth. |
| FF3 | Feed rate for fininshing during roughing. |
| VARI | Operation.Different code for different opration.(Ex:- 9 is for roughing.) |
| DT | Dwell to chip break. |
| DAM | Path for roughing. |
| VRI | Retract path from. |
Example-

Main Program(Siemens(802d)
| G90 G95; M03 S90; T1D1; G00 X355 Z2; CYCLE95(“TURN“2.00000, 0.00000, 1.00000, 0.00000 0.30000, 0.30000, 0.30000, 9, , ,1.00000); G00 X360; G00 Z2.0; M30; |
Explanation
| G90 G95; M03 S90; T1D1; | For G code and M code Click here |
| G00 X355 Z2; | Tool will move rapidly to safety distance in X and Z axis. |
| CYCLE95(“TURN“2.00000, 0.00000, 1.00000, 0.00000 0.30000, 0.30000, 0.30000, 9, , ,1.00000); | This is the call of Soft program-TURN |
| G00 X360; G00 Z2.0; M30; | Rapid return to safety distance . |
Soft Program(Siemens 802d)-Name should be:- TURN
This program will be called in main program for turning cycle.
| G01 X270 Z0.0; G01 X270 Z-300 G1 X350 M17; |
0 Comments