Learn Radius program in CNC. CNC turning..Fanuc cnc lathe programming examples.Siemens cnc lathe programming examples.
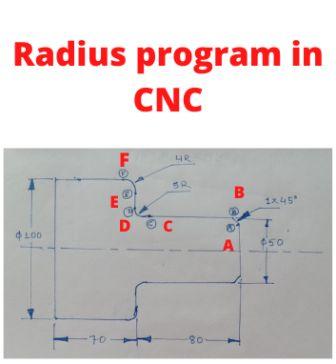
| CHAMFER COORDINATE (X,Z) | RADIUS COORDINATE (X,Z) |
| A:(48,0) B:(50,-1) | C:(50,-75) D:(60,-80) E:(92,-80) F:(100,-84) |
PROGRAM
| O0007(RADIUS & CHAMFER) N1; G40; T0; G30 U0 W0; G54; G92 S1000; G95 F0.2 T0101; G96 S220 M04; G00 Z2.0; G00 X55.0 M08; G01 X48.0; G1 Z0.0; G01 X50.0 Z-1.0; G01 Z-75.0; G02 X60.0 Z-80.0 R5.0; G01 X92.0; G03 X100.0 Z-84.0 R4.0; G01 Z-150.0; G00 X200.0 M08; T0; G30 U0 W0; M01; M30; |
EXPLANATION
| CODES | EXPLANATION |
| N1 | Sequence number. |
| G40 | Cancelling G41 & G42. |
| T0 | Tool wear cancel. |
| G30 U0 W0 | Home position. (Fanuc-Oi-TB model) |
| G54 | Work co-ordinate. |
| G92 S1000 | Limiting Speed. |
| G95 F0.2 T0101 | Feed and Tool selection. |
| G96 S220 M04 | Cutting speed & Spindle rotation. Coolant ON. |
| G00 Z2.0 | Safety distance for Z axis. Tool will move to Z2.0 rapidly. |
| G00 X55.0 M08 | X axis safety distance. Tool will move to X55.0 rapidly. M08-Coolant On |
| G01 X48.0 | Feed movement of tool to X48.0. |
| G01 Z0.0 | Feed movement of tool to Z0.0. |
| G01 X50.0 Z-1.0 | Tool will move A(48.0,0.0) to B(50.0,-1.0). This movement is for Chamfer operation. |
| G01 Z-75.0 | Turning operstion upto Z-75.0. |
| G02 X60.0 Z-80.0 R5.0 | Radius movement of tool. For details read basic of CNC programming. Tool will move from C to D. |
| G01 X92.0 | Tool will move from D to E. |
| G03 X100.0 Z-84.0 R4.0 | Radius movement of tool. Tool will move from E to F. |
| G01 Z-150.0 | Turning upto Z-150 as per drawing. |
| G00 X200.0 M09 | tool will return to 200 in X axis. M09-coolant OFF. |
| T0 | Tool wear cancel. |
| G30 U0 W0; M01; M30; | Home position. (Fanuc-Oi-TB model) Opitonal stop. Program stop and recycle. |
For G code and M code details click here.
0 Comments