CNC program for taper turning pdf-Learn CNC program for taper turning for both Fanuc and Siemens.
Program-Taper turning cnc code- Oi-TB
O0005(Taper turning);
N1;
T0;
G40;
G28 U0 W0;
G54;
G92 S1000;
G95 F0.2 T0101;
G96 S180 M04;
G00 Z2.0;
G00 X82.0 M08;
G01 X75.0;
G1 X80.0 Z-120;
G01 X82.0;
G00 Z2.0;
G00 X300.0 M09;
G28 U0 W0;
T0;
M01;
M30;
Taper turning Program Explanation
| Codes | Explanation |
| N1 | Sequence number. |
| T0 | Tool wear cancel.This will cancel the previously entered tool wear. |
| G40 | Cancelling G41 & G42. This will cancel tool radius compensation left and right. |
| G28 U0 W0 | Home position.U =X,W=Z. |
| G54 | Work co-ordinate. |
| G92 S1000 | Limiting Speed. |
| G95 F0.2 T0101 | Feed is 0.2 per revolution. T0101 is the tool . |
| G96 S180 M04 | Cutting speed.Spindle rotation.(CW) |
| G00 Z2.0 | Rapid movement of tool to Z2.0 position. Safety position for Z axis. |
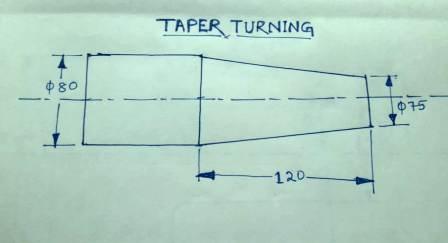
| G00 X82.0 M08 | Rapid movement of too to X82.0. Safety position for X axis as diameter of raw material is 80. Tool will move rapidly to 82.0 diameter. M08 is Coolant ON. |
| G01 X75.0 | Tool will move to 75 diameter in feed. This movement is for taper turning starts at 75.0 diameter.In next step is turning. |
| G01 X80.0 Z-120 | This is the taper movement of tool from (75.0,0.0) to (80.0,-120.0). In X axis tool will lift upto 80 diameter and in Z axis too will move upto -120.0. |
| G01 X82.0 | Tool will move to safety distance in X axis. |
| G00 Z2.0 | Rapid movement of tool for safety distance in Z axis. |
| G00 X300.0 M09 | Rapid movement of tool to safety distance 300 diameter. M09- Coolant Off. |
| G28 U0 W0 | Home postion. |
| T0 | Tool wear cancel. |
| M01 | Optional Stop. |
| M30 | Program reset & recycle. |
As turning of 5mm diameter is not possible at a time we need to use turning cycle.
0 Comments