CNC turning cycle program.Siemens/Fanuc cnc turning cycle programming examples.
How to make turning cycle program…?
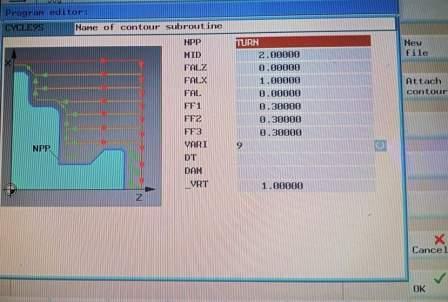
CYCLE95(Siemens-802d)
| Codes | Details |
| NPP | Name of Contour(Ex:-TURN). |
| MID | In feed depth(It is the depth of cut. Ex;- If it is 0.2,then 4mm diameter will remove per each revolution ) |
| FALZ | Finishing allowance along Z axis.(Ex:- If its value is 0.3 then 0.3mm will be left for finishing) |
| FALX | Finishing allowance along X axis.(Ex:- If its value is 0.3 then 0.3mm will be left for finishing) |
| FAL | Finishing allowance suitable for contour.(For any profile) |
| FF1 | Feed rate for roughing without relief cut.For roughing tool movement in Z axis per revolution.Without relief cut indicates that tool will return without touching. |
| FF2 | Feed rate for plunging into relief cut.Plunging indicates when the tool taking depth. |
| FF3 | Feed rate for fininshing during roughing. |
| VARI | Operation.Different code for different opration.(Ex:- 9 is for roughing.) |
| DT | Dwell to chip break. |
| DAM | Path for roughing. |
| VRI | Retract path from. |
Example-

Main Program(Siemens(802d)
| G90 G95; M03 S90; T1D1; G00 X355 Z2; CYCLE95(“TURN“2.00000, 0.00000, 1.00000, 0.00000 0.30000, 0.30000, 0.30000, 9, , ,1.00000); G00 X360; G00 Z2.0; M30; |
Explanation
| G90 G95; M03 S90; T1D1; | For G code and M code Click here |
| G00 X355 Z2; | Tool will move rapidly to safety distance in X and Z axis. |
| CYCLE95(“TURN“2.00000, 0.00000, 1.00000, 0.00000 0.30000, 0.30000, 0.30000, 9, , ,1.00000); | This is the call of Soft program-TURN |
| G00 X360; G00 Z2.0; M30; | Rapid return to safety distance . |
Soft Program(Siemens 802d)-Name should be:- TURN
This program will be called in main program for turning cycle.
| G01 X270 Z0.0; G01 X270 Z-300 G1 X350 M17; |
- CNC mill | CNC milling machineIn today’s fast-paced manufacturing world, precision and efficiency are non-negotiable. That’s where the CNC mill comes into play. Whether you’re a hobbyist, a small business owner, or part of a large industrial operation, understanding how Read more…
- CNC routing | Software,Services and diagramDiscover the power of CNC routing for precision cutting in wood, plastic, aluminum & more. Learn how CNC routers work and why they’re vital in modern manufacturing. What is CNC Routing? CNC routing is a Read more…
- CNC 5 Axis Machines: Revolutionizing Precision EngineeringExplore the world of CNC 5 Axis machines, their benefits, and applications. Learn how 5-axis machining enhances precision and efficiency in manufacturing. Introduction to CNC 5 Axis Machines In the world of precision engineering, CNC Read more…
- CNC machine long formCNC Machine long form : A Comprehensive Guide to Understanding Its Functionality and Benefits. In the world of modern manufacturing, efficiency and precision are crucial to producing high-quality products. One technology that has revolutionized the Read more…
- CNC meaning | CNC bookCNC Meaning: What Does CNC Stand For and How Does It Work? When it comes to modern manufacturing and precision engineering, one term that frequently comes up is CNC. But what exactly does CNC mean, Read more…
- Milling machine mill | CNC machine millComparison of Milling machine mill. The Ultimate Guide to Milling machine mill: Revolutionizing Manufacturing with Precision. Type of CNC Milling Machine Spindle Orientation Best For Applications Advantages Vertical CNC Milling Machine Vertical Small to medium-sized Read more…
- CNC machine 5 axis | CNC milling machine 5 axisIn the world of precision manufacturing, CNC machine 5 axis have transformed the way industries approach complex parts and products. Whether you’re a professional machinist, engineer, or a business owner in the manufacturing sector, understanding Read more…
- CNC machine course | CNC courses & training near me onlineIn this blog post, we’ll explore the importance of CNC machines, what you can expect from a CNC machine course, and how to find top-quality CNC courses and training—whether online or near you. In today’s Read more…
- CNC mill machine operator | Job descriptionThe Essential Guide to Becoming a CNC Mill Machine Operator.In the world of manufacturing, CNC (Computer Numerical Control) machines have revolutionized the way parts and products are made. A CNC mill machine operator is a Read more…
- Power Electronics application and ScopeSome factors expand the demand of Power Electronics application are-. Energy conservation Transportation Process control and factory automation Switch mode power supply Uninterruptible power supplies Applications Aerospace Industry Resident Transport Commercial Telecommunication Utility
- Dry run in CNC | Dry run M41 Spindle ONDry run in CNC is a program testing process.In this process all axis movement will be tested according to program.During this process spindle or chuck will not rotate. The programmer will manually test the program/code Read more…
- CNC turning | CNC turning lathe machineCNC turning machine & tools.What is turning.Types of turning process. What is turning? Turning is a cutting action for external surface.In this process the cutting tool move linearly while the work piece rotates. Same cutting Read more…
- Codes for CNC | CNC Lathe | Codes for CNC programmingCodes for CNC.Commands in CNC machine.Modals-N,G,X,Z,F,S,T,M.Non modals-U,W,I,K,R. The control will execute modal functions until the control is reset or another command cancel it. The non modal commands automatically cancels after the control executes the program Read more…
- CNC facing cycle program
 CNC facing cycle program.Fanuc Oi-TB facing cycle.Siemens 802d Facing cycle program. Parameter/Code Details T1 D1 Tool number. F Feed-mm/rev. S M3 RPM,M3 -Clockwise,M4-Counter clockwise. Mach. Machining-Roughing/Finishing. DM Diameter of Job/work piece. Z0 Starting point of Read more…
CNC facing cycle program.Fanuc Oi-TB facing cycle.Siemens 802d Facing cycle program. Parameter/Code Details T1 D1 Tool number. F Feed-mm/rev. S M3 RPM,M3 -Clockwise,M4-Counter clockwise. Mach. Machining-Roughing/Finishing. DM Diameter of Job/work piece. Z0 Starting point of Read more… - CNC turning cycle programCNC turning cycle program
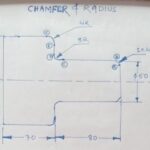
- Radius program in CNC | CNC Lathe ProgrammingLearn Radius program in CNC. CNC turning..Fanuc cnc lathe programming examples.Siemens cnc lathe programming examples. CHAMFER COORDINATE(X,Z) RADIUS COORDINATE(X,Z) A:(48,0)B:(50,-1) C:(50,-75)D:(60,-80)E:(92,-80)F:(100,-84) PROGRAM O0007(RADIUS & CHAMFER)N1;G40;T0;G30 U0 W0;G54;G92 S1000;G95 F0.2 T0101;G96 S220 M04;G00 Z2.0;G00 X55.0 M08;G01 Read more…
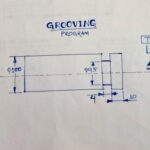
- CNC lathe grooving program | CNC Programming For BeginnersCNC lathe grooving program.Fanuc cnc programming for Grooving.CNC lathe programming. O0006;(Grooving)N1;T0;G40;G28 U0 W0;G54;G92 S200;G95 F0.06 T0909;G96 S120 M04;G00 Z-14.0;G00 X102;G01 X95 M08;G00 X300.0;T0;G40;G28 U0 W0;M01;M30; Explanation-cnc programming g code & M codes-CNC lathe grooving program Read more…
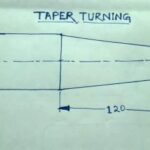
- CNC program for taper turning pdfCNC program for taper turning pdf-Learn CNC program for taper turning for both Fanuc and Siemens. Program-Taper turning cnc code- Oi-TB Taper turning Program Explanation Codes Explanation N1 Sequence number. T0 Tool wear cancel.This will Read more…
- CNC Programming for Turning | Turning program for BeginnersCNC programming examples for turning-CNC Programming for Turning.This is the basic example of turning programming.Beginners can get the complete idea about the turning operation. Program(Fanuc Oi-TB) Program Explanation- N1 Sequence number. T0 Tool wear cancel.For Read more…
- CNC machining process flow chart | Lathe machine flow chartLearn CNC machining process flow chart-CNC machining process flow diagram. Flow chart Explanation step by step- Steps of Flow chart Explanation Start Start the Machine Load the raw material Load the raw material on machine/Hold Read more…
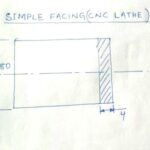
- CNC facing program | CNC Lathe facing programmingCNC facing program-Simple Facing CNC Lathe Program Example.-Fanuc. O0001(CNC Facing Program) N1; T0; G40; G28 U0 W0; -(X-U,Z-W) G54; G92 S1000; G95 F0.2 T0101; G96 S280 M04; G00 Z5.0; G00 X82.0; G01 Z2.0 ; G01 Read more…
- Basic of CNC programming | Basic program writingThis is the basic of CNC Programming .Here you will get a complete idea about the programming for CNC machine.Here you will learn about the codes,defining part of the program,Operation part of the program and Read more…



0 Comments